Город
Москва
Каталог
Лазерные станки и лазерная обработка
Гибочные станки с ЧПУ
Ленточнопильные станки по металлу
Ленточные пилы к станкам
О компании и услугах
О компании
Услуги по обучению
Полезное
Новости
Контакты
Санкт-Петербург
Москва
Назад
Лазерные станки и лазерная обработка
Гибочные станки с ЧПУ
Ленточнопильные станки по металлу
Ленточные пилы к станкам
Основная продукция
Лазерные станки и лазерная обработка
Гибочные станки с ЧПУ
Ленточнопильные станки по металлу
Ленточные пилы к станкам
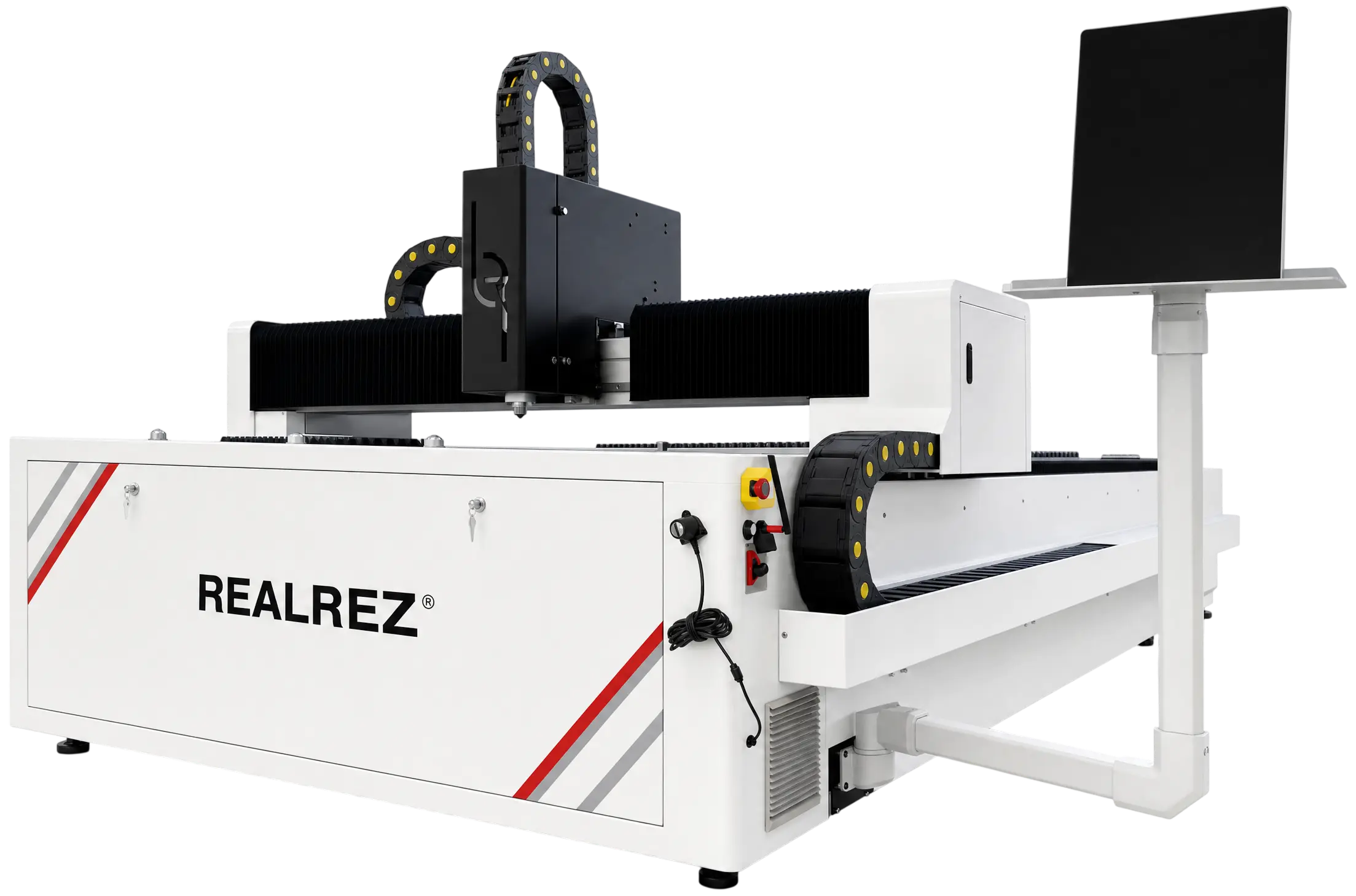
Лазерные станки и лазерная обработка
Лазерные станки и лазерная обработка
Каталог
Лазерные станки и лазерная обработка




основные преимущества
Наши передовые решения для вашего бизнеса

Высокая точность
Тонкий лазерный луч обеспечивает ровные и прочные соединения без лишнего теплового воздействия, что особенно важно при работе с тонкими металлами и сложными конструкциями.

Скорость и производительность
Быстрая и эффективная работа лазерных аппаратов позволяет сократить время сварки, обеспечивая высокую производительность и минимизируя эксплуатационные затраты.

Гибкость применения
Лазерная сварка может использоваться для соединения различных металлов, от нержавеющей стали до алюминия, что делает её универсальной технологией для широкого спектра производственных задач.



Информация
Гарантия, обслуживание и доставка — все для вашего удобства

Консультация
Не уверены, какое оборудование лучше всего всего для вас подойдёт?
Наши специалисты готовы помочь вам выбрать оптимальное решение. Оставьте заявку на консультацию, и мы поможем вам сделать правильный выбор для ваших задач.
FAQ
Отвечаем на часто задаваемые вопросы
В чем разница между ленточнопильным автоматом и полуавтоматом?
Полуавтомат — оператор вручную подает заготовку, зажимает ее и запускает рез. Пильная рама опускается автоматически, но контроль процесса нужен. Подходит для штучного и мелкосерийного производства.
Автомат — работает по программе: автоматическая подача, позиционирование, зажим, рез, отвод пилы и выгрузка детали. Идеален для серийного и крупносерийного производства.
Полуавтомат — оператор вручную подает заготовку, зажимает ее и запускает рез. Пильная рама опускается автоматически, но контроль процесса нужен. Подходит для штучного и мелкосерийного производства.
Автомат — работает по программе: автоматическая подача, позиционирование, зажим, рез, отвод пилы и выгрузка детали. Идеален для серийного и крупносерийного производства.
Нужен ли присадочный материал для станков лазерной сварки?
Не всегда. Лазерная сварка часто работает в автогенном режиме (сплавление кромок). Присадка нужна при зазорах >0,3 мм, для заполнения угловых швов или при сварке разнородных металлов.
Не всегда. Лазерная сварка часто работает в автогенном режиме (сплавление кромок). Присадка нужна при зазорах >0,3 мм, для заполнения угловых швов или при сварке разнородных металлов.
Чем лазерная сварка лучше аргонодуговой?
Скорость в 3–5 раз выше, зона термического влияния в 3 раза уже, минимальная деформация детали. Не нужен высокой квалификации сварщик — достаточно 2 дней обучения.
Скорость в 3–5 раз выше, зона термического влияния в 3 раза уже, минимальная деформация детали. Не нужен высокой квалификации сварщик — достаточно 2 дней обучения.
Не повреждает ли лазерная чистка основной металл?
При правильно подобранной мощности, частоте импульсов и скорости перемещения — нет. Лазер воздействует только на слой загрязнения (высокое поглощение), а чистый металл отражает излучение. Для тонких покрытий (например, авиалюминий) используют режим мягкой очистки с контролем температуры.
При правильно подобранной мощности, частоте импульсов и скорости перемещения — нет. Лазер воздействует только на слой загрязнения (высокое поглощение), а чистый металл отражает излучение. Для тонких покрытий (например, авиалюминий) используют режим мягкой очистки с контролем температуры.
Можно ли резать латунь и медь волоконным лазером?
Да, но с ограничениями. Эти металлы обладают высокой отражающей способностью. Необходим источник с функцией «анти-отражение» (back-reflection protection), а также использование вспомогательного газа под высоким давлением (азот или воздух). На тонких листах до 2 мм — отличные результаты.
Да, но с ограничениями. Эти металлы обладают высокой отражающей способностью. Необходим источник с функцией «анти-отражение» (back-reflection protection), а также использование вспомогательного газа под высоким давлением (азот или воздух). На тонких листах до 2 мм — отличные результаты.
Можно ли гнуть нержавеющую сталь толщиной 5 мм на гидравлическом прессе?
Да, если усилие пресса достаточное. Для 5 мм нержавейки (предел прочности ~600 Н/мм²) на длине 1 м требуется примерно 70–80 тонн. Обязательно использовать верхний пуансон из высокопрочной стали и правильно подобрать радиус гиба (минимум 2–3 толщины металла).
Да, если усилие пресса достаточное. Для 5 мм нержавейки (предел прочности ~600 Н/мм²) на длине 1 м требуется примерно 70–80 тонн. Обязательно использовать верхний пуансон из высокопрочной стали и правильно подобрать радиус гиба (минимум 2–3 толщины металла).